Tools / Welding Equipment
Operator's Manual for Lincoln Electric SPEEDTEC 180C & 200C Welding Machines
Comprehensive operator's manual for the Lincoln Electric SPEEDTEC 180C and 200C welding machines. This guide covers installation, safety procedures, welding modes (GMAW, FCAW-SS, SMAW, GTAW), maintenance, and technical specifications.
Quick answers from the manual
Quick answer
- The SPEEDTEC 180C and 200C are versatile welding machines supporting GMAW, FCAW-SS, and SMAW. The 200C model additionally supports GTAW (TIG) and synergic welding. Setup involves connecting the appropriate gun/holder to the front sockets, setting the correct polarity, and adjusting wire feed and voltage via the control panel. p. 10, 11, 15, 16
Key actions
- Adjusting wire feed pressure p. 14
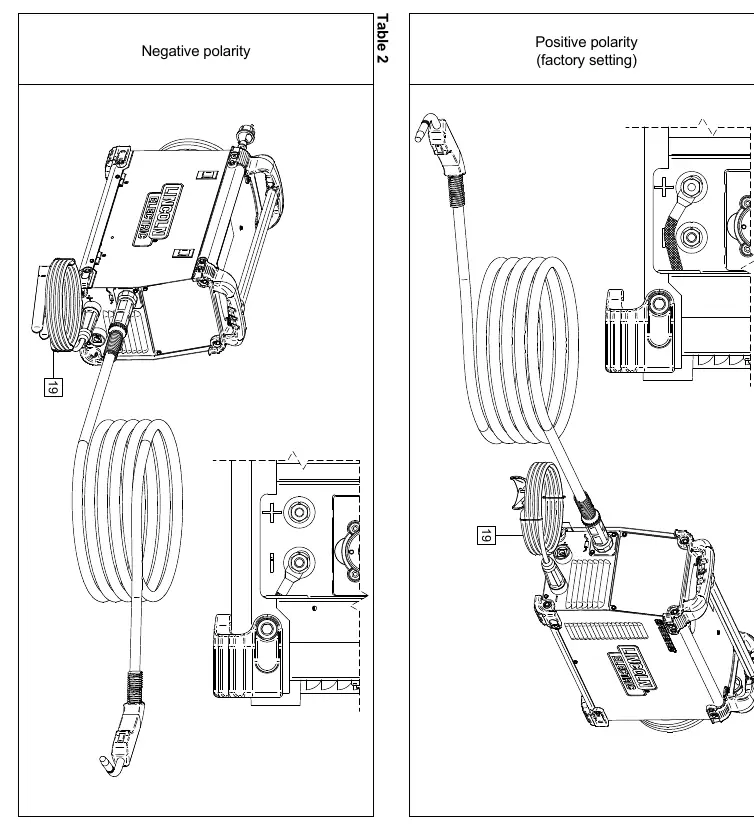
- Changing welding polarity p. 12, 13
First start
- Connect the machine to a 230V supply, install the appropriate drive roll, connect the welding gun/holder to the correct polarity socket, and ensure the gas supply is connected for GMAW/FCAW. p. 10, 15
Problems and fixes
Thermal Overload
Machine is overloaded or cooling is insufficient. Wait for the machine to cool.
p. 11Maintenance and reset
- Perform routine maintenance daily (check cables, clean nozzle, check fan) and periodic maintenance every 200 hours (clean inside cabinet, tighten terminals). p. 19
Technical specifications
| Parameter | Value | Meaning | Pages |
|---|---|---|---|
| Input Voltage | 230 Vac ± 10% | Standard operating voltage | p. 3 |
| Protection Rating | IP23 | Environmental protection level | p. 4 |
Where to find it in the PDF
- Technical Specifications p. 3, 4
- Controls and Operational Features p. 11, 12
- Maintenance p. 19
Table of contents
Manual images
Click an image to enlargeQuick guide from the manual
The SPEEDTEC 180C and 200C are professional welding machines designed for various welding processes. Before operating, ensure the machine is placed on a stable surface with an incline no greater than 15 degrees. Always verify the input voltage (230V) and ensure the machine is connected to a properly grounded socket. The machine features thermal protection; if the duty cycle is exceeded, the thermal protection circuit will activate. Always wear appropriate personal protective equipment (PPE) and ensure the work area is well-ventilated.

Installation and setup
Location: The machine must be located where there is free circulation of clean air. Do not cover the air vents. Keep the machine dry and away from wet ground or puddles.
Input Supply: Only a qualified electrician should connect the machine to the supply network. Ensure the mains power is adequate and the correct delayed fuse or circuit breaker is installed.
Output Connections: Refer to the machine's front panel for output sockets. Ensure the work lead and electrode holder are connected to the correct polarity (+ or -) based on the welding process and electrode type. Positive polarity is set at the factory.
Welding processes
GMAW (MIG/MAG) and FCAW-SS: These processes require a gas-cooled gun connected to the Euro socket. Ensure the correct drive roll is installed for the wire diameter being used. The SPEEDTEC 200C includes a synergic GMAW mode where the machine software assists in setting parameters.
SMAW (MMA): Requires an electrode holder with lead (purchased separately). Connect the work lead and electrode holder to the appropriate output sockets based on the required polarity.
GTAW (TIG): Available only on the SPEEDTEC 200C. Requires a TIG torch (purchased separately). Arc ignition is achieved via the lift TIG method.
Maintenance
Routine maintenance (everyday): Check the condition of insulation on all cables. Remove spatters from the welding gun nozzle to ensure proper gas flow. Check the cooling fan operation and keep airflow slots clean.
Periodic maintenance (every 200 working hours or annually): Clean the machine using dry, low-pressure airflow to remove dust from the external case and inside the cabinet. Inspect and tighten all weld terminals.
Practical help
Common problems
Thermal Overload Indicator is lit
The machine is overloaded or cooling is insufficient. Allow the machine to cool down; do not turn it off immediately so the fan can continue to run.
Wire feeding issues
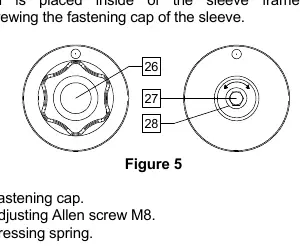
Check the pressure roll force. If too low, the roll slides; if too high, the wire may deform. Adjust the pressure nut accordingly.
Arc instability
Check gas flow rates, ensure the nozzle is clean, and verify that the correct polarity is set for the electrode/wire type.
Before use
- Verify input voltage (230V) and ground connection.
- Ensure the correct drive roll is installed for the wire diameter.
- Check that the gas cylinder is connected and the regulator is set correctly (for GMAW/FCAW).
- Verify the welding polarity matches the electrode/wire requirements.
- Ensure the work clamp is securely attached to the workpiece.
Images and diagrams
- Figure 1/2: Control panel layout showing knobs for inductance, WFS, and voltage/current.
- Figure 4: Wire drive mechanism and polarity terminal block.
- Table 1/2: Diagrams showing correct polarity connections for positive and negative setups.
Model compatibility
- SPEEDTEC 200C supports GTAW (TIG) and Synergic GMAW modes.
- SPEEDTEC 180C does not support GTAW.
- Both models require separate purchase of TIG torches or SMAW electrode holders.

Manual page author
Emily Carter
User documentation editor
Prepares concise manual descriptions and highlights the most useful setup, operation, and maintenance information for readers.